One should also note that the calculation of sigma levels for a process data is independent of the data being normally distributed. In one of the criticisms of Six Sigma, practitioners using this approach spend a lot of time transforming data from non-normal to normal using transformation techniques. It must be said that sigma levels can be determined for process data that has evidence of non-normality.
Six Sigma asserts that:
- Continuous efforts to achieve stable and predictable process results (e.g., by reducing process variation) are of vital importance to business success.
- Manufacturing and business processes have characteristics that can be defined, measured, analyzed, improved, and controlled.
- Achieving sustained quality improvement requires commitment from the entire organization, particularly from top-level management.
Features that set Six Sigma apart from previous quality-improvement initiatives include:
- Focus on achieving measurable and quantifiable financial returns
- Emphasis on management leadership and support
- Commitment to making decisions on the basis of verifiable data and statistical methods rather than assumptions and guesswork
In fact, lean management and Six Sigma share similar methodologies and tools, including the fact that both were influenced by Japanese business culture. However, lean management primarily focuses on eliminating waste through tools that target organizational efficiencies while integrating a performance improvement system, while Six Sigma focuses on eliminating defects and reducing variation. Both systems are driven by data, though Six Sigma is much more dependent on accurate data.[citation needed]
Six Sigma’s implicit goal is to improve all processes but not necessarily to the 3.4 DPMO level. Organizations need to determine an appropriate sigma level for each of their most important processes and strive to achieve these. As a result of this goal, it is incumbent on management of the organization to prioritize areas of improvement.
Methodologies
Six Sigma projects follow two project methodologies, inspired by W. Edwards Deming’s Plan–Do–Study–Act Cycle, each with five phases.
- DMAIC (“duh-may-ick”, /də.ˈmeɪ.ɪk/) is used for projects aimed at improving an existing business process
- DMADV (“duh-mad-vee”, /də.ˈmæd.vi/) is used for projects aimed at creating new product or process designs
DMAIC

The DMAIC project methodology has five phases:
- Define the system, the voice of the customer and their requirements, and the project goals, specifically.
- Measure key aspects of the current process and collect relevant data; calculate the “as-is” process capability
- Analyze the data to investigate and verify cause and effect. Determine what the relationships are, and attempt to ensure that all factors have been considered. Seek out the root cause of the defect under investigation.
- Improve or optimize the current process based upon data analysis using techniques such as design of experiments, poka yoke or mistake proofing, and standard work to create a new, future state process. Set up pilot runs to establish process capability.
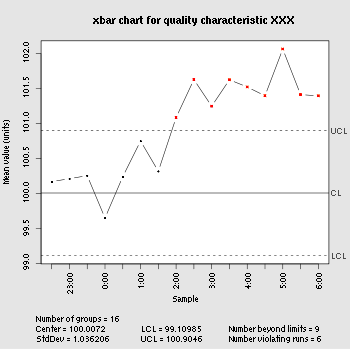
- Control the future state process to ensure that any deviations from the target are corrected before they result in defects. Implement control systems such as statistical process control, production boards, visual workplaces, and continuously monitor the process. This process is repeated until the desired quality level is obtained.
Some organizations add a Recognize step at the beginning, which is to recognize the right problem to work on, thus yielding an RDMAIC methodology.
DMADV

Also known as DFSS (“Design For Six Sigma”), the DMADV methodology’s five phases are:
- Define design goals that are consistent with customer demands and the enterprise strategy.
- Measure and identify CTQs (characteristics that are Critical To Quality), measure product capabilities, production process capability, and measure risks.
- Analyze to develop and design alternatives
- Design an improved alternative, best suited per analysis in the previous step
- Verify the design, set up pilot runs, implement the production process and hand it over to the process owner(s).
Professionalization
One key innovation of Six Sigma involves professionalizing quality management. Prior to Six Sigma, quality management was largely relegated to the production floor and to statisticians in a separate quality department. Formal Six Sigma programs adopt an elite ranking terminology similar to martial arts systems like judo to define a hierarchy (and career path) that spans business functions and levels.
Six Sigma identifies several roles for successful implementation:
- Executive Leadership includes the CEO and other members of top management. They are responsible for setting up a vision for Six Sigma implementation. They also empower other stakeholders with the freedom and resources to transcend departmental barriers and overcome resistance to change.
- Champions take responsibility for Six Sigma implementation across the organization. The Executive Leadership draws them from upper management. Champions also act as mentors to Black Belts.
- Master Black Belts, identified by Champions, act as in-house coaches on Six Sigma. They devote all of their time to Six Sigma, assisting Champions and guiding Black Belts and Green Belts. In addition to statistical tasks, they ensure that Six Sigma is applied consistently across departments and job functions.
- Black Belts operate under Master Black Belts to apply Six Sigma to specific projects. They also devote all of their time to Six Sigma. They primarily focus on Six Sigma project execution and special leadership with special tasks, whereas Champions and Master Black Belts focus on identifying projects/functions for Six Sigma.
- Green Belts are the employees who take up Six Sigma implementation along with their other job responsibilities, operating under the guidance of Black Belts.
According to proponents, special training is needed for all of these practitioners to ensure that they follow the methodology and use the data-driven approach correctly.
Some organizations use additional belt colors, such as “yellow belts”, for employees that have basic training in Six Sigma tools and generally participate in projects, and “white belts” for those locally trained in the concepts but do not participate in the project team. “Orange belts” are also mentioned to be used for special cases.
Certification
General Electric and Motorola developed certification programs as part of their Six Sigma implementation. Following this approach, many organizations in the 1990s started offering Six Sigma certifications to their employees. In 2008 Motorola University later co-developed with Vative and the Lean Six Sigma Society of Professionals a set of comparable certification standards for Lean Certification. Criteria for Green Belt and Black Belt certification vary; some companies simply require participation in a course and a Six Sigma project. There is no standard certification body, and different certifications are offered by various quality associations for a fee.[self-published source] The American Society for Quality, for example, requires Black Belt applicants to pass a written exam and to provide a signed affidavit stating that they have completed two projects or one project combined with three years’ practical experience in the body of knowledge.
Tools and methods
Within the individual phases of a DMAIC or DMADV project, Six Sigma uses many established quality-management tools that are also used outside Six Sigma. The following table shows an overview of the main methods used.
- 5 Whys
- Statistical and fitting tools
- Analysis of variance
- General linear model
- ANOVA Gauge R&R
- Regression analysis
- Correlation
- Scatter diagram
- Chi-squared test
- Axiomatic design
- Business Process Mapping/Check sheet
- Cause & effects diagram (also known as fishbone or Ishikawa diagram)
- Control chart/Control plan (also known as a swimlane map)/Run charts
- Cost–benefit analysis
- CTQ tree
- Design of experiments/Stratification
- Histograms/Pareto analysis/Pareto chart
- Pick chart/Process capability/Rolled throughput yield
- Quality Function Deployment (QFD)
- Quantitative marketing research through use of Enterprise Feedback Management (EFM) systems
- Root cause analysis
- SIPOC analysis (Suppliers, Inputs, Process, Outputs, Customers)
- COPIS analysis (Customer centric version/perspective of SIPOC)
- Taguchi methods/Taguchi Loss Function
- Value stream mapping
Software
Role of the 1.5 sigma shift
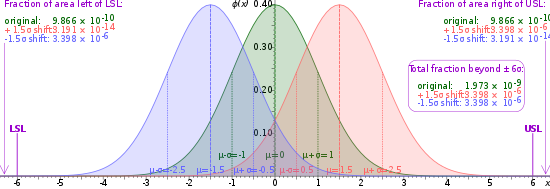
Experience has shown that processes usually do not perform as well in the long term as they do in the short term.As a result, the number of sigmas that will fit between the process mean and the nearest specification limit may well drop over time, compared to an initial short-term study. To account for this real-life increase in process variation over time, an empirically based 1.5 sigma shift is introduced into the calculation.Mikel Harry, the creator of Six Sigma, based the 1.5 sigma shift on the height of a stack of discs. He called this “Benderizing”. He claimed that based on his stack, all processes shift 1.5 sigma every 50 samples. According to this idea, a process that fits 6 sigma between the process mean and the nearest specification limit in a short-term study will in the long term fit only 4.5 sigma – either because the process mean will move over time, or because the long-term standard deviation of the process will be greater than that observed in the short term, or both.
Hence the widely accepted definition of a six sigma process is a process that produces 3.4 defective parts per million opportunities (DPMO). This is based on the fact that a process that is normally distributed will have 3.4 parts per million outside the limits, when the limits are six sigma from the “original” mean of zero and the process mean is then shifted by 1.5 sigma (and therefore, the six sigma limits are no longer symmetrical about the mean).The former six sigma distribution, when under the effect of the 1.5 sigma shift, is commonly referred to as a 4.5 sigma process. The failure rate of a six sigma distribution with the mean shifted 1.5 sigma is not equivalent to the failure rate of a 4.5 sigma process with the mean-centered on zero. This allows for the fact that special causes may result in a deterioration in process performance over time and is designed to prevent underestimation of the defect levels likely to be encountered in real-life operation.
The role of the sigma shift is mainly academic. The purpose of six sigma is to generate organizational performance improvement. It is up to the organization to determine, based on customer expectations, what the appropriate sigma level of a process is. The purpose of the sigma value is as a comparative figure to determine whether a process is improving, deteriorating, stagnant or non-competitive with others in the same business. Six Sigma (3.4 DPMO) is not the goal of all processes.